


Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
 Taixing Jinlong Rubber Rollers Co., Ltd.
Taixing Jinlong Rubber Rollers Co., Ltd.
 April 13, 2023
April 13, 2023
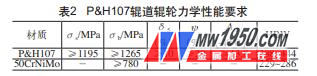
The electric roller roll excavator roller roll produced by China First Heavy Machinery Co., Ltd. uses P&H107 material of American P&H Company (American Iron and Steel Association material code 4350). China does not have this material standard (the 50CrNiMo component in the JB/T6401-1992 standard is close to it, but its standard performance index is much lower than the P&H107 material), and there are no empirical parameters available for reference during production. According to the previous domestic production experience, the strength and hardness index can be close to the technical requirements of the pattern, but the plastic toughness index is difficult to meet the foreign design requirements, affecting the performance and life of the workpiece. To this end, the company appointed professional and technical personnel to inspect domestic manufacturers to seek cooperation, but still can not meet the P&H product inspection program requirements.
In this paper, the heat treatment process parameters of the roller shovel roller are studied, and the test results are summarized and summarized. The heat treatment process parameters suitable for the heat treatment equipment of our company are determined.
1. P&H107 Roller Roller
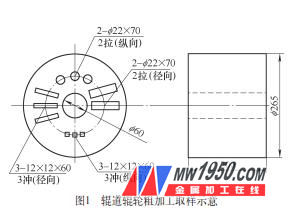
The chemical composition of the P&H107 roller mill roller is shown in Table 1. The production process is steelmaking→forging→roughing→tempering heat treatment→finishing. When forging, the rod is forged first, and the roughing is cut according to the process requirements. The upper and lower limits of hardness are taken in the rolls of the same steelmaking and heat treatment times. The mechanical properties of the samples are taken according to the rough drawing (see Figure 1). Two tensile specimens and three longitudinal and tangential specimens are taken. Impact the sample. If the same heat treatment process is qualified for several consecutive furnaces, the mechanical properties can be checked for acceptance. The technical requirements after quenching and tempering heat treatment are shown in Table 2.

The critical point of the P&H107 material was measured on a DT-1000 automatic thermal dilatometer using a post-forged annealed specimen. The sample to be tested is mainly pearlite with a size of φ3m m×50m m . The test heating rate was 200 °C/h, the austenitizing temperature was 880 °C, the austenitizing time was 20 min, and the vacuum degree was ≤10-3 Pa. In order to avoid decarburization, the furnace is vacuumed and then filled with nitrogen to protect. The critical point test results are shown in Table 3.

2. Formulation of heat treatment process parameters
(1) Selection of process parameters At present, the cooling parameters of structural steel quenching and tempering heat treatment at home and abroad are selected according to carbon equivalent, and the provisions are: 1 positive segregation zone wC ≤ 0.31%, positive segregation zone carbon equivalent ≤ 0.75%, can be without danger Water quenched. 2 positive segregation zone wC = 0.32% ~ 0.36%, positive segregation zone carbon equivalent of 0.75% ~ 0.88%, water quenching, but special care. 3 positive segregation zone wC ≥ 0.36%, positive segregation zone carbon equivalent ≥ 0.88%, water quenching is prohibited without special guidance.
The standard carbon content (mass fraction) of P&H107 material is about 0.50%. According to this regulation, only oil quenching can be adopted. In order to ensure the ultra-high strength performance of the roller, the temperature is increased by 20 to 30 °C based on the standard austenitizing temperature (Ac3+50 °C) to increase the hardenability; and the tempering temperature is lowered as much as possible. In addition, the medium carbon alloy steel appropriately raises the quenching temperature, which can reduce the relative content of flake martensite after quenching and improve the toughness of the steel; however, if the quenching temperature is too high, the retained austenite content after quenching of the alloy steel is increased, so that the steel is The hardness is lowered.
The other parameters are determined according to the effective cross-section size of the roller, 200mm, and the influence of the number of furnace parts and the attachment of the work attachment is taken into consideration. The specific heat treatment process parameters are shown in Figure 2.

(2) Process test results According to the process parameters of Fig. 2, the heat treatment of two steelmaking furnaces (12 pieces in total) was carried out. The actual chemical composition is shown in Table 4. After heat treatment, a total of 4 hardness upper and lower limits were taken for mechanical properties test. The results are shown in Table 5. The strength performance index is slightly lower, and the plasticity, especially the low temperature impact toughness, cannot meet the requirements of the pattern.
Subsequently, several experiments proved that the mechanical properties of the roller after heat treatment were similar to those in Table 5.

3. Optimization of heat treatment process parameters
The increase of quenching cooling speed can obtain more martensite structure and deeper hardened layer depth on the workpiece surface, greatly improve the comprehensive mechanical properties and low temperature impact properties of the workpiece, and fully exert the potential of the material. However, with the material properties of P&H107, there is a great risk if water cooling is used, so restrictions must be imposed.
It is well known that the rational design of the quenching tank cycle and agitation system has a great impact on the water cooling effect. We use the characteristics of water-cooled media to control the water-cooling conditions, so that the P&H107 roller achieves the desired quenching effect. Figure 3 shows the cooling capacity of water at different temperatures and N46 total loss system oil.

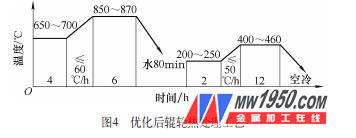
Due to the increase of the quenching cooling speed of the roller, under the premise of ensuring the strength index, the austenitizing temperature can be appropriately lowered and the tempering temperature can be increased, which is advantageous for the plastic toughness of the roller. Considering the heat treatment by the trolley furnace, it takes a period of time for the roller to be quenched from the furnace to the water inlet. The high-temperature austenitizing temperature is selected from Ac3+ (60-70) °C. Our company's smallest trolley furnace 2600mm × 1300mm × 800mm (length × width × height), each furnace can be loaded with more than 12 rollers (with tray); the smallest quenching tank is 5000mm × 3000mm × 5000mm (length × width × Deep), the maximum cooling capacity is 20t, and the cooling capacity is too strong for the quenching of the roller. If it is not strictly limited, the quenching quality cannot be guaranteed. The water temperature before quenching is controlled at 30-40 °C, and the cooling capacity is between 20 °C water and oil cooling. It can obtain faster cooling rate than oil cooling, and does not cause excessive thermal stress and tissue stress. When quenching, there is no ventilation, no circulation, and the cooling capacity of the water tank is lowered. Only the workpiece is oscillated to the left and right, and the water cooling speed in the film boiling stage and the bubble boiling stage is appropriately increased. The surface temperature of the roller after quenching is controlled at 100 ~ 150 °C, the specific process parameters are shown in Figure 4.
For the first time, the rolls of the two steelmaking furnaces were treated according to the process parameters of Fig. 4. The specific chemical composition is shown in Table 6. After heat treatment of 1 2 rolls, a total of 4 hardness upper and lower limits were taken for mechanical property test, as shown in Table 7. The metallographic structure is tempered sorbite.

Subsequently, we tested and produced more than 40 furnaces (more than 500 pieces) according to the process of Figure 4. The mechanical properties after heat treatment were similar to those shown in Table 7. Only the radial performance of the two parts was slightly lower than the technical requirements. The reason was the roller. Forging fibers are too obvious during forging, and the deviation of the water riser of the forgings affects the radial performance of the forgings. The post-roller forging modified the forging process parameters. After the quenching and tempering heat treatment, the performance indexes completely met the technical requirements of the US P&H company and were recognized by the foreign party.
4. Conclusion
(1) The P&H107 roller roll is forged after the long bar is cut, and the obvious forged fiber will affect the radial performance index after the heat treatment of the roller.
(2) By controlling the water quenching parameters and reasonable process, the roller can be tempered to obtain comprehensive mechanical properties far exceeding the domestic similar material standards, and the material potential can be fully exerted.
The above is the P&H107 electric shovel roller excavator roller road roller heat treatment process we have listed for you. You can submit the following form to obtain more industry information we provide for you.
You can visit our website or contact us, and we will provide the latest consultation and solutions
Send Inquiry
Most Popular
lastest New
Send Inquiry
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.